GCS - Roller Conveyors Manufacturer & Supplier
GCS Conveyor is one of the top conveyor manufacturers and suppliers in the China. GCS offers a standard line of roller conveyor such as gravity roller conveyor, belt driven live roller conveyor (BDLR), chain driven roller conveyor,line shaft roller conveyor, and motor driven live roller (MDR). We also offer belt conveyor. With over 45+ years of manufacturing conveying equipment, we’re uniquely poised to offer our clients the very best in material handling solutions.
Roller Conveyor Systems Products
GCS offers various roller conveyor systems, including gravity, chain-driven, nylon and powered roller conveyors. These systems are ideal for products with firm and flat bottoms such as; drums, cases, packaged materials, and other boxed cargo. GCS roller conveyors are also excellent for use on pallet-handling lines. GCS's gravity and chain-driven roller conveyors are available in straight and curved configurations. GCS's powered roller conveyor is only available as a straight-running conveyor.









Manufacturing: In the manufacturing industry, roller conveyors are commonly used to transport raw materials, semi-finished or finished products from one stage of production to another, for example in automotive manufacturing, electronics manufacturing and food processing.
Logistics and warehousing: In the logistics and warehousing industry, roller conveyors are used for loading, unloading, sorting and transporting goods, improving logistics efficiency and accuracy.
Mining and quarrying: In the mining and quarrying industry, roller conveyors are widely used for conveying large materials such as coal, ore, mineral sands, etc., which improves the efficiency and safety of mining operations.
Port and shipping industry: In the port and shipping industry, roller conveyors are used for loading and unloading ship's cargo, which improves the efficiency of port operations and cargo handling capacity.
Agriculture and Food Processing: In the agriculture and food processing industries, roller conveyors are used for conveying agricultural products such as grains, vegetables, fruits, etc., as well as for material handling in food processing lines.
When to Use A Roller Conveyor in Your Production Line
While powered conveyors offer exceptional versatility, speed, and precision, there are a number of applications that benefit from the use of high quality gravity conveyors. In fact, many factories and warehouses, as well as other facilities, are known to use roller conveyors in their assembly or packaging processes. When it comes to deciding whether to integrate a roller conveyor, the following situations are common reasons for integrating this simple solution.

Your Process Requires a Lot of Human Interaction
With a lower amount of friction than belted conveyors, a roller conveyor is suitable for processes that require operators to shift, rotate, and position product while in motion. Because gravity conveyors are limited in how fast they can move products, operators will have an easier time consistently interacting with the items being conveyed, reducing the need to halt or delay the operation.

You’re Moving Finished or Packaged Products
Roller conveyors offer a simple, efficient solution for getting products from one point to another without the risk of damaging items that may have already been through your production process. If your goal is to transport finished items or packages, a roller conveyor can help you quickly convey your product in an energy-efficient manner.

You Need an Economical Solution
One of the main reasons to consider a roller conveyor is the cost savings associated with this type of system. When compared to other types of conveyors, such as belt conveyors, a roller conveyor can be a more economical solution, especially for shorter runs and turns. In addition, because there are no moving parts or motors, maintenance costs are typically lower.
Looking for custom roller conveyor options?
Contact us online or call (+86) 18948254481. Our experienced sales staff will be happy to assist you.
How to Best Integrate Both Conveyor Roller Systems and Powered Conveyors into Your Facility
The best way to integrate both conveyor roller systems and powered conveyors into your facility is to carefully consider the needs of a specific application and then select the type of conveyor that will best meet those needs. In many environments, a combination of conveyor systems will be necessary in order to efficiently and effectively complete essential tasks and processes. When integrating conveyor systems into your facility, you should:
Consider the Materials, Parts, and Products You’re Moving
The first step in choosing the right conveyor system is to consider the materials, parts, and products you’ll be moving. Each type of material may require a different type of conveyor system(Belt ) in order to ensure safe and efficient transportation. Smaller, fragile items may be better transported on a belt conveyor to reduce the risk of loss or damage, but bulkier items that are less delicate can be moved on a roller conveyor, as well.
Identify the Needs of Your Production Line
Throughout your production line, each part of your process is likely to have different needs. Some processes may require speed and precision while others may utilize more human interaction and require flexibility. Identifying the needs of your production line will help you to choose the right type of conveyor system for each task.
If you need to move product quickly and with precise positioning, for example, a powered conveyor system may be the best option. However, if speed is not as much of a concern, a flexible gravity roller conveyor may be a more cost-effective solution.
Determine Suitable Applications for Each Conveyance System
Powered and roller conveyors are suitable for a number of different applications, and while there may be some overlap, it is crucial to identify which applications are most compatible with the specifics of your operation.
For example, if you are accumulating finished products or packages to be palletized, a pallet gravity conveyor may be a cost-effective and efficient means of moving those items. If you need to inspect a product while it is in motion on a conveyor, a powered belt may be a more suitable option so that you can better manage its speed.
Not sure which conveyor system is right for your needs? Our team can help you find the best solution for your unique applications.
There are several factors to consider when choosing a roller conveyor that meets the needs of a particular industry:
Load and conveying capacity: Depending on the type and weight of material to be conveyed, the load and conveying capacity of the roller conveyor is selected to ensure that it meets the actual requirements.
Conveying distance and height: according to the actual conveying distance and height, choose the suitable roller conveyor model and length, to ensure that the material can be effectively conveyed.
Environmental conditions: Considering the working environment of the industry, such as temperature, humidity, corrosive substances and other factors, choose durable, corrosion-resistant roller conveyor to ensure that it can operate normally in harsh environments.
Safety and reliability: Choose roller conveyors with safety protection devices and high reliability to ensure the safety of operators and equipment, and to reduce faults and downtime.
Maintenance and servicing: Consider the maintenance and servicing requirements of the roller conveyor and select a design that is easy to maintain and clean to extend the life of the equipment and reduce maintenance costs.
Cost-effectiveness: Consider the price, performance and maintenance costs of the equipment to select a cost-effective roller conveyor and ensure a return on investment.
Ultimately, choosing a roller conveyor that meets the needs of a specific industry requires comprehensive consideration of the above factors, as well as communication and negotiation with a professional equipment supplier to obtain the most suitable solution. If you're looking for a manufacturer, contact us today and we'll have someone on hand to answer your questions!
FAQ About Roller Conveyor Systems
Roller conveyors are part of material handling systems that use a series of evenly spaced cylindrical rollers to move boxes, supplies, materials, objects, and parts across an open space or from an upper level to a lower level. The frame of roller conveyors is at a height that makes it easy to access and load materials manually. Items transported by roller conveyors have rigid, flat surfaces that allow materials to move smoothly across the rollers.
The uses for roller conveyors include accumulation applications, reduction of product inertia, and high speed sorting. Drive roller conveyors have rollers attached to a motor by a chain, shaft,or belt. The use of drive rollers equalizes the velocity at which materials are moved, can be reversible, and can have the capability of moving goods from a lower level to a higher one. They are used in bi-directional applications where the conveyor’s motor can change a product's directional movement.
A roller conveyor lets a product move on rollers using the force of gravity to move the load. Roller conveyors are one of the simplest and affordable types of material handling systems. They work by allowing the product to roll along the upper surface. When mounted on a slight decline the parts begin moving across the rollers. They are great for warehouses, production facilities, or distribution centers.
Most rollers for these conveyor systems are 1.5 inches to 1.9 inches diameter. For extreme-duty applications, 2.5-inch and 3.5-inch diameters are available. It’s easy to configure your system and buy online. Because they are light, you can use them for either temporary or permanent situations. Permanent floor supports or temporary tripod-style stands are also available. You can use roller curve units for corners.
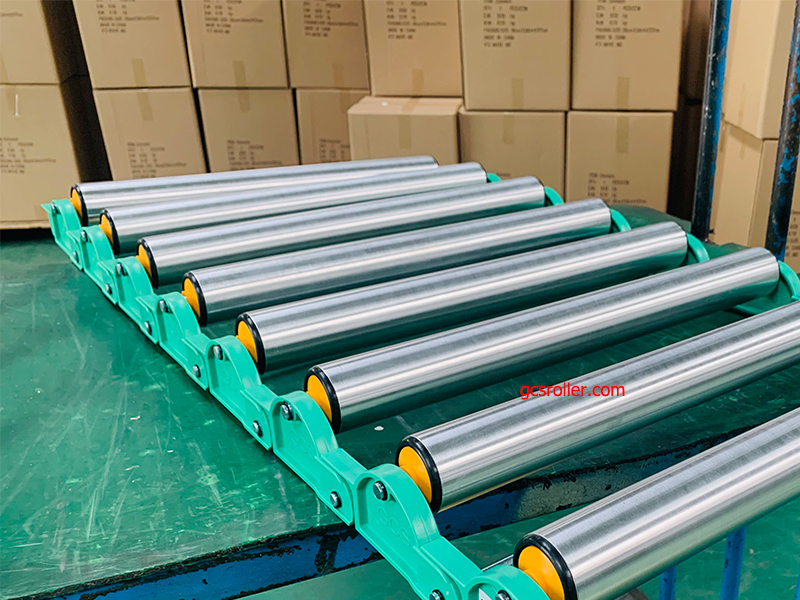
Gravity Roller Conveyors
The most basic form of roller conveyors, gravity conveyors work by allowing products to slide down the line on plastic or metal rollers. Gravity conveyors can be powered by gravity when set up at a decline, or manually by pushing product when set up on a level surface. This has the benefit of working without any motorization or power consumption, making gravity conveyors a low-cost option for material conveyance. GCS’s gravity conveyor systems are available with numerous widths, customizable lengths, and both straight and curved modules to provide maximum flexibility and performance.
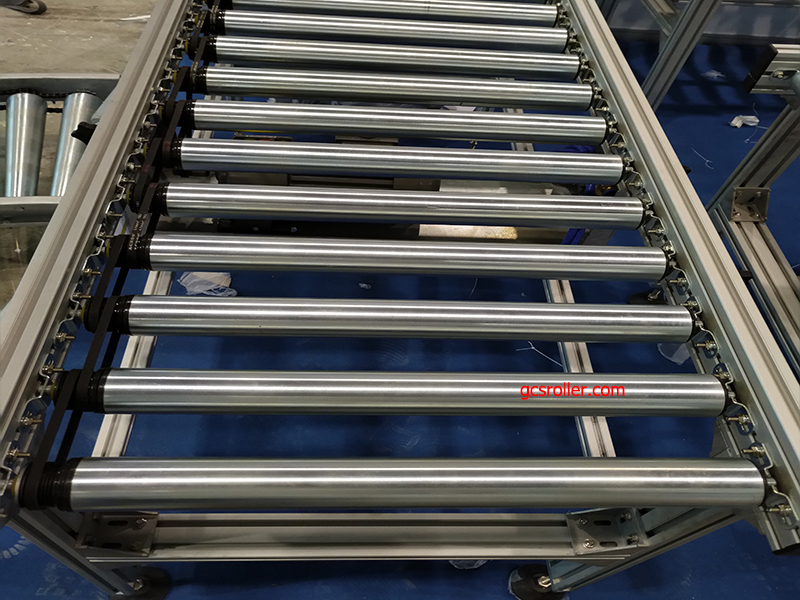
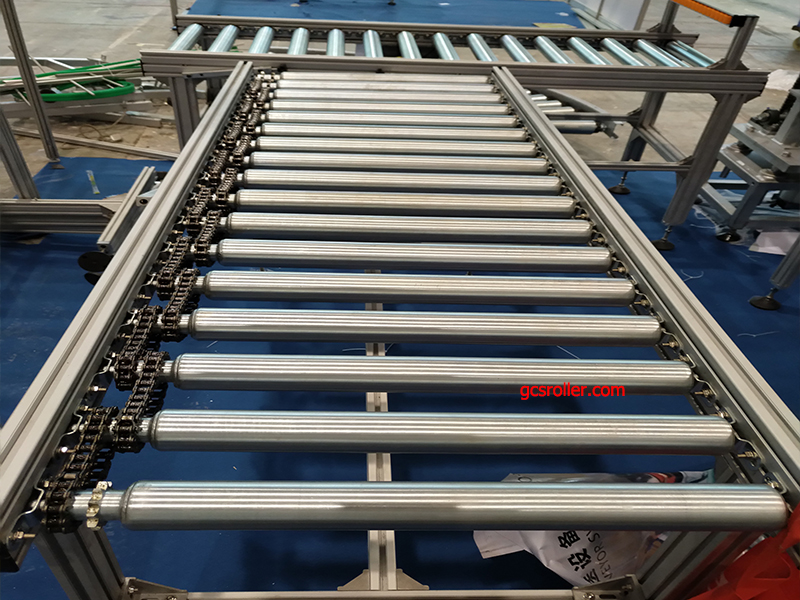
Chain Driven Roller Conveyors
Whereas gravity conveyors work by manually pushing products or utilizing the force of gravity, chain driven roller conveyors are operated by a motorized tangential chain. Driven chains are integrated into side frames and power rollers via internal bearings and fixed axels, which accommodates both direct drives and slip drives for accumulation. GCS’s chain driven roller conveyors are ideal for large pallets, and allow mounted stops and transfers between rollers for added versatility.
Powered Roller Conveyors
With powered roller conveyors, some or all of a conveyor’s rollers are powered to propel the product down the line. In a typical system, one in nine rollers is powered by an internal motor and linked to the non-powered rollers with a series of O-rings. Ideal for smaller, lighter loads, GCS’s powered roller conveyors feature 24-volt powered rollers with included drive cards. Zone configuration is available, with multiple independent conveyor segments integrated to allow product to be segmented, accumulated, stopped, or started at various points along the line.
The popularity of roller conveyors is due to their versatility and ability to adjust to different conditions. Temporary roller conveyors can be moved to where they are needed while permanent roller conveyors are long lasting and sturdy. Since their introduction in the early twentieth century, roller conveyors have found use in a varied number of industries with conventional and unconventional applications.
Speed - Roller conveyors are a safe and fast transport system, which reduces the risk of damage to goods due to mishandling.
Reliability - One of the reasons for the continued use of roller conveyors is their reliability as a long lasting logistics solution.
Cost Effectiveness - Roller conveyors are long lasting due to their toughness and durability. The initial investment in their cost is amortized over their many years of use.
Efficiency - The speed at which roller conveyors can move goods enhances and improves material movement.
Maintenance - Roller conveyors require limited maintenance due to their simple design and few moving parts, which reduces material handling downtime.
Safety - The continued use of roller conveyors has significantly reduced injuries due to the removal of the need to lift and move products by hand. This is one of their main benefits since workers no longer need to lift heavy packages or containers, a process that can be completed using various lifting mechanisms.
Customizable - The versatility, structural flexibility, and conformability of roller conveyors makes it possible to place them in any space where product movement is required. Every roller conveyor has to be engineered to fit the conditions where it will be used.
Conveyors of all types, including gravity roller conveyors, have a place in most any production or packaging process. However, there are certain situations where the use of a gravity conveyor can be especially beneficial. The following applications are often well-suited for this type of conveyor:
Accumulation
When you need to accumulate product on the conveyor before being moved to the next stage of production, a gravity roller conveyor can be an ideal solution. Accumulation is commonly required for quality control and inspection processes, and a gravity conveyor can provide a simple, efficient means of gathering like product for the completion of those tasks.
Sortation
In a sortation process, the product is separated into groups based on specific criteria. For example, products may need to be sorted by size, shape, or color. A gravity roller conveyor can be used to move product into the appropriate area depending on sortation needs, often with the aid of a human operator or powered conveyor, making the transportation of sorted items less labor-intensive and more efficient.
Picking & Packing
Picking and packing processes often require the movement of product in small increments, which can be easily accomplished with a gravity roller conveyor. Additionally, because these conveyors are typically used in lower-speed applications, it can be easier for operators to keep up with product flow.
Palletizing
Palletizing operations often involve the movement of heavy or awkwardly-shaped items, which can be safely and efficiently conveyed using a roller table conveyor. These conveyors can also be equipped with stops, diverts, or other controls to ensure that product is properly positioned on the pallet.
Heavy-Duty Conveying
In some cases, a gravity roller conveyor may be the best option for conveying heavy items or items that are difficult to move with other types of conveyors. The 2200 gravity conveyor can withstand loads of up to 80 lbs/ft, making them a versatile and durable solution for many conveying needs.
Material Handling
In many material handling applications, products need to be moved short distances, and a gravity roller conveyor can provide an ideal solution. These conveyors can also be used in conjunction with other types of conveyors, such as belt or chain conveyors, to create a complete system for moving product throughout your facility.
Additional Functionality
In addition to being a simple and efficient way to move product, gravity roller conveyors also offer the opportunity to incorporate additional functionality into your process. For example, you can add pneumatic stops, diverts, or merges to help control the flow of product. You can also install scanners underneath the rollers to capture data about the product as it moves along the conveyor.
Conveying systems are machines with interacting pieces that rely on one another to function properly. The various types of roller conveyors are pieces of equipment that necessitate a maintenance schedule to ensure proper performance. To effectively maintain a system and avoid problems, it is important to schedule regular examinations of a conveyor’s components that contribute to its overall performance.
Conveyor Maintenance Steps
The drive chain and sealed roller bearings must be oiled. Operators should be trained as to the proper inspection procedures in regard to bearings, rollers, shafts, belts, and DC motors.
Driver rollers need to be cleaned to avoid system blockages. Residue or debris collected during material movement must be wiped from the surface of the rollers. Cleaners used on rollers have to be products designed for the specific roller. Stainless steel rollers, for example, must be sprayed with water then washed with a detergent. Preventative maintenance can address minor issues before they become major ones and ensures proper equipment performance
Preventative Conveyor Maintenance
Preventative maintenance involves examining conveyor rollers for flexible and smooth movement, drive chain or belt wear, and how level rollers are. Rollers should move in one direction and the same direction. Wobbling or non-movement of rollers is an indication of a problem, which should be addressed immediately. Since bearings fail due to wear, they should be regularly checked.
As with any tool, roller conveyors that operate continuously endure wear and degradation due to the conditions of the environment where they are used. High temperatures and humid conditions have a negative effect on roller conveyors, which necessitates an increase in the number of times they should be examined. A key to the continued successful performance of a roller conveyor is intervals of downtime that allows the system to cool.
A conveying system can be integrated into an operation in a variety of ways to improve efficiency and speed. There are several factors to consider before installing a roller conveying system in order to customize it to the needs of the application.
Available Space
Conveying system manufacturers consider the available space while designing a system. This step necessitates the identification of interaction sites, clearances, impediments, or any other areas that may impede material movement. Though automated systems are the most popular, whether the system is motorized or manual is determined by how it is used.
Roller Frame Material
The frame is often made of aluminum or steel, depending on the amount of loading on the system and the value of the rated frame's capacity. Rollers are substantially more variable in composition because they come into direct contact with products and can influence their movement. Some rollers are covered in plastic or rubber to increase friction, while others are just aluminum or steel drums. A properly selected roller keeps products on the line while not compromising its integrity.
Roller Sizer and Orientation
The size of the material on the conveyor, as well as the ideal layout of the conveyor, must be determined so that it does not impede the movement of products. Individual roller sizes are determined by the load and loading conditions. Heavy, high impact loads, for example, necessitate large rollers, whereas slow, low impact loads use smaller rollers.
The spacing of rollers is determined by estimating the length of the load touching the conveyor surface and calculating the spacing so that three rollers are at all times in contact with this surface. High set rollers are used for loads that are wider than the width of the conveyor frame. Low set rollers are used to contain products inside the roller conveyor frame.
Load Capacity
Once the system has been set out and given a pattern, the quantity of material it can carry must be established. Overloading a system can lead to malfunctions or work stoppages. The overall length, bed breadth, and drive system have an impact on load capacity. Gravity roller conveyors are ideal for flat-bottomed, light to medium weight goods like totes, boxes, and bags but cannot be used with extremely delicate and cumbersome geometries like electronics and manufacturing parts.
System Speed
A conveying system's speed is measured in feet per minute (fpm). The average speed of most conveying systems is 65 feet per minute, which is how fast a person walks when carrying a 50 pound load. Although this is average, the speed of a roller conveying system can be adjusted to suit the application.
Roller Conveying System Configuration
Roller conveying systems are available in a wide range of shapes, styles, sizes, and configurations. They might be straight, angled, horizontal, or curved with pockets or slats as well as z-frames. If hundreds of feet must be crossed, a more efficient design, such as a line shaft roller conveyor, should be considered as a means to conserve energy. Roller conveyors can be installed in any facility or structure as long as careful consideration is given to each of the factors related to its use.
Drive System
The drive system moves materials on an automated conveying system and has counter bearings to keep goods moving. The convenience of drive systems is their ability to move goods in both directions and be positioned in the middle of the system, its beginning, or its end.
Depending on the design of a drive system, it can have single or variable speeds that are driven by a 24 V DC motor attached to gears, rollers, or a shaft. Variable speed drives allow variations in material flow rates.
Behavior, Control, and Environment
Product mobility, control, and the placement of a roller conveyor are additional critical factors that are examined when designing a roller conveyor. The function of a roller conveyor can be affected by heat, dust, dirt, and moisture, which may require the use of more durable designs such as shaft driven or chain driven models. Zero pressure models with precision timing are ideal for conditions where there is possible back pressure. Although gravity models have a simple structure, they are susceptible to the same effects of deterioration that more complex roller conveyors are.
Conveying System Safety
The Occupational Safety and Health Administration (OSHA) regulates conveyor systems, which must meet federal safety standards. The regulations are known and followed by all conveyor manufacturers. Conveying systems are a preventative strategy that keeps personnel from having to lift and transport heavy objects.
A roller conveyor uses handling rollers to transport packaged products. Its main advantage is that it is possible to adjust the height and inclination. It is fairly low maintenance. It is an ergonomic and washable system suitable for products big enough to be in constant contact with three handling rollers.
If you want to invest in a roller conveyor, it is important to:
Precisely define the parameters concerning the objects to be transported: type, size and weight.
Take into account your field of application: the food industry, for example, will require investing in a stainless steel roller conveyor.
Define the route that the conveyor will have to cover: straight elements, curves, etc. A roller conveyor allows for more complex routes than a belt conveyor.
Determine the type of actuation: manual (operators move products on the rollers) or motorized.
Follow this simple process to help you choose the correct model conveyor:
1. Choose the width of the conveyor you need based on the product dimensions. Allow at least 1 inch on each side for clearance. Consider wider widths or side guides if the product can slide sideways.
2. Decide on the length of the roller table you need. Lengths of 5 or 10 feet can easily connect. Add curved sections to achieve the layout required.
3. Check the load rating table that shows the load capacity of each roller. Use light duty 1.5″ rollers for product loads under 100 pounds. Use medium duty 1.9″ rollers and frames for loads over 100 pounds. Heavy duty conveyors using 2.5″, 2-9/16″ and 3.5″ rollers are available for extreme heavy duty loads.
4. Choose support centers for the conveyor legs, if required. Provide support at 5, 8 or 10-foot intervals for all loads.