Ukufakwa kwe-Linear Conveyor Roller
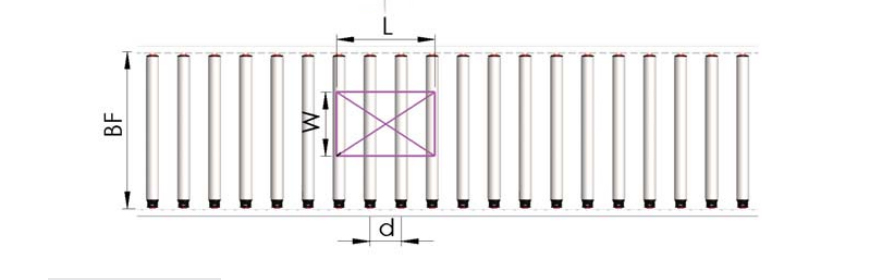
Ukuze kuqinisekiswe ukuzinza kwempahla edlulisiwe, ama-roller angu-4 ayadingeka ukuze asekele into edlulisiwe, okungukuthi, ubude bempahla edlulisiwe (L) bukhulu noma bulingana nebanga eliphindwe kathathu lendawo emaphakathi yesigubhu sokuxuba (d); ngesikhathi esifanayo, ububanzi bangaphakathi bohlaka kufanele bube bukhulu kunobubanzi bento edlulisiwe (W), futhi ishiye imajini ethile.(Ngokuvamile, inani eliphansi lingu-50mm)
Izindlela ezijwayelekile zokufakwa kwamarola nemiyalo:
| Indlela yokufaka | Zivumelanise nesimo | Ukuphawula |
| Ukufakwa kwe-flexible shaft | Umthwalo omncane udlulisa | Ukufakwa kwe-elastic shaft press-fit kusetshenziswa kakhulu ezikhathini zokudlulisa ukukhanya, futhi ukufakwa nokugcinwa kwayo kulula kakhulu. |
| Ukufakwa kwe-Milling flat | umthwalo ophakathi | Izikhwezi eziyisicaba ezigayiwe ziqinisekisa ukugcinwa okungcono kunama-shaft alayishwe entwasahlobo futhi afanele ukusetshenziswa komthwalo omaphakathi. |
| Ukufakwa kwentambo yesifazane | Ukudlulisa umsebenzi onzima | Ukufakwa kwentambo Yesifazane kungakhiya irola kanye nohlaka lulonke, olunganikeza umthamo omkhulu wokuthwala futhi ngokuvamile lusetshenziswa ezenzakalweni ezisindayo noma zokuthutha ngesivinini esikhulu. |
| Intambo yesifazane + ukufakwa kweflethi yokugaya | Ukuzinza okuphezulu kudinga ukudlulisa umsebenzi osindayo | Ngezidingo ezikhethekile zokuzinza, intambo yesifazane ingasetshenziswa ngokuhambisana nokugaya kanye nokukhweza okuyisicaba ukuze kunikeze umthamo omkhulu wokuthwala nokuzinza okuhlala njalo. |

Incazelo yokususa ukufakwa kwerola:
| Indlela yokufaka | Ibanga lokusula (mm) | Ukuphawula |
| Ukufakwa kwe-Milling flat | 0.5~1.0 | 0100 uchungechunge ngokuvamile 1.0mm, abanye ngokuvamile 0.5mm |
| Ukufakwa kwe-Milling flat | 0.5~1.0 | 0100 uchungechunge ngokuvamile 1.0mm, abanye ngokuvamile 0.5mm |
| Ukufakwa kwentambo yesifazane | 0 | Imvume yokufaka ngu-0, ububanzi bangaphakathi bohlaka bulingana nobude obugcwele besilinda L=BF |
| okunye | Ngokwezifiso |
Ukufakwa kwerola eligobile
Izidingo ze-engeli yokufaka
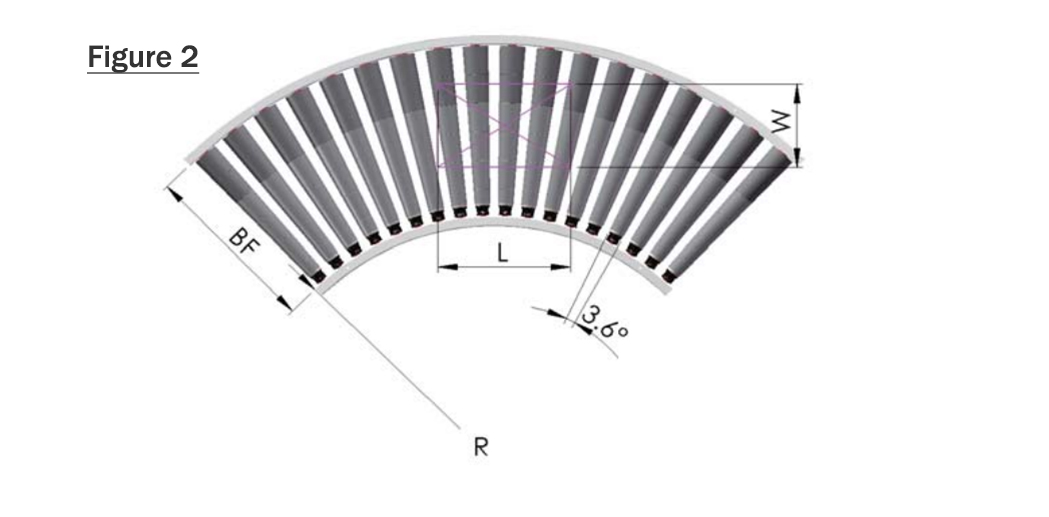
Ukuze kuqinisekiswe ukuhanjiswa okushelelayo,i-engeli ethile yokuthambekelaiyadingeka uma i-roller yokujika ifakiwe. Uma sithatha i-taper roller evamile engu-3.6° njengesibonelo, i-engeli yokuthambekela ivamise ukuba ngu-1.8°,
njengoba kuboniswe kuMfanekiso 1:

Izidingo Zerediyasi Yokuguqula
Ukuze kuqinisekiswe ukuthi into edluliswayo ayigudli ohlangothini lwesidluliseli lapho ujika, imingcele yomklamo elandelayo kufanele inakwe: BF+R≥50 +√(R+W)2+(L/2)2
njengoba kuboniswe kuMfanekiso 2:
Ireferensi yedizayini yokujika irediyasi yangaphakathi (i-roller taper isekelwe ku-3.6°):
| Uhlobo lwe-mixer | Irediyasi yangaphakathi (R) | Ubude berola |
| Amarola ochungechunge angenawo amandla | 800 | Ubude berola buyi-300, 400, 500 ~ 800 |
| 850 | Ubude berola bungama-250, 350, 450~750 | |
| Isondo lochungechunge lwekhanda lokudlulisa | 770 | Ubude berola buyi-300, 400, 500 ~ 800 |
| 820 | Ubude berola bungama-250, 450, 550 ~ 750 |